自动控制数控生产线
一、研究现状
应用趋势:随着科学技术的发展,人类社会对产品的功能与质量的要求越来越高,产品更新换代的周期越来越短,产品的复杂程度也随之增高,传统的大批量生产方式受到了挑战。为了同时提高制造业的生产效率,使之在保证产品质量的前提下,缩短生产的周期,降低产品成本,自动化系统便应运而生,所以我们将设计生产自动控制数控生产线。
(1)国内研究:我国数控技术起步于20世纪50年代末期,经历了初期的封闭式开发阶段,“六五”“七五”期间的消化吸收、引进技术阶段,“八五”期间建立国产化体系阶段,“九五”期间产业化阶段,现已基本掌握了现代数控技术。但是由于系统技术含量低,产生的附加值少,不具备与进口系统进行全面抗衡的能力,只在低端市场占有一席之地,还不能为我国数控产业起到支撑的作用,与国外相比,还有不小的差距。
(2) 国外研究:国外数控系统技术发展的总体趋势:1、新一代数控系统向PC化和开放式体系结构方向发展。2、驱动装置向交流、数字化方向发展。3、增强通信功能,向网络化发展。4、数控系统在控制性能上向智能化发展。
二、预计使用的主要产品
1、机械手2、数控机床3、夹具4、多台伺服电机5、垃圾箱6、链条 7、刀具
8、开关电源9、输送机10、气缸驱动11、声控仪12、传送带13、卡盘14、传感器
三、设计初衷
该作品的设计目的:此生产线能有效解决自动化单元的工件装夹和产品快速换型问题,通过模块方式有效实现车间生产的标准化。线上所有加工组、机床、机械手均可实现信息集成,通过网络可实现机床加工、上下料及物料运输的自动化管理与调度,同时也采用声控来进行分拣,更有效的进行电动机产生不同的动作。
科学性:本装置采用伺服电机为动力,清洁无污染,节能减排,绿色环保。
核心技术:传动系统、驱动系统、自动控制系统、电气系统。
四、性能特点
1、全新设计,可实现角钢末端尾料400m以内;
2、采用伺服电机控制,送料尺寸精准;
3、编制程序时,只需输入工件尺寸、大小孔距、打孔数量即可,操作简单;
4、带生产记忆功能,具有生产订单可查询功能.
五、主要技术参数
1、加工角钢范围(mm):3---5号角钢;
2、常用冲孔大小(mm):大孔9.5*13mm 小孔:4.2/5.2mm;
3、可同时安装冲头数目(个):2个;
4、常用角钢长度:6000mm;
5、加工精度;=<0.5mm;
6、角钢送进速度:15--20m/min.
六、实用性:
1、节省人力:设备自动运行送料,自动时间计算。
2、节省计算时间:电脑自带记忆系统,可储存多套加工数据。
3、节省大量定位时间:气动夹钳,力度大,不跑偏。
4、节省换模时间:使用快速更换模具机构。
5、提高生产效率:数控生产线与普通生产线相比,95—100/分冲次提高了生产效率。
6、安全系数提高:生产人员实现了离机操作,最大限度杜绝安全事故。
七、创意描述
基本原理:为了实现流水化,设计了一个运输系统,由于采用声控,单独采用一台电动机驱动它,产品最后收集到产品箱,原材料自动排序进入流水线,设计采用链条带动,产品从斜面进入链条输送机构,链条动前后左右由两台电动机控制。而纵向运动由气缸驱动,完成零件的数控粗加工以后,由机械手抓取到皮带上进行检测,检测完毕由人加紧在卡盘上进行数控精加工,废料及铁渣会传送到废物箱。当气输送到指定位置以后,由气缸推动毛坯进入指定加工位置,产品进入加工第一个工序位:由电动机带动主轴选择,气缸驱动刀具进行加工,电动机直接带动主轴,减少中间机构,减少误差提高精度。刀具的运缸带动转动式滑块连杆机构,就推动毛坯进入传送带,输送毛坯到指定地点。
设计原理:
1.动力来源:直流电机通过主轴与变速箱连接。变速箱内有两对电磁阀,电磁阀1控制变速齿轮的变速,从而改变生产线的传输速度,可实现低、中、高三挡变换。电磁阀2控制生产线两边传送带的启停,打到左挡位时,右边传送带转动,左边传送带停止工作,实现生产线左转;打到右挡位时,同理,生产线向右转;而这两对电磁阀的控制均由车床的两对按钮控制。
2.动力传动:变速箱减速后输出轴上的齿轮与链条的啮合,将动力传给两端的齿轮,再通过轴传给传送带,这样的设计能使同侧的两边传送带速度达到一致。
3.移动机构:数控车床里必不可少的拖把,起带动刀架作用使车刀进行进给运动。比起普通车床相比解放了操作者的双手,使用电机带动拖把移动更有效率。
4.工件收集:前方的伺服电机1沿顺时针方向转动,传送带开始向收集箱方向前进,到达某一位置,就落到收集箱。当收集箱上的加工零件集到一定量时,传送带速度慢慢下降,直至换另外一个收集箱。
5.感应装置:安装在车床的四个方向,分拣加工零件,当分拣时候出现大小声音不同时,会产生不同动作电位,传递给中央处理器,驱动电机进行分拣处理
7、设计方案:
八、生产工艺流程简易图:
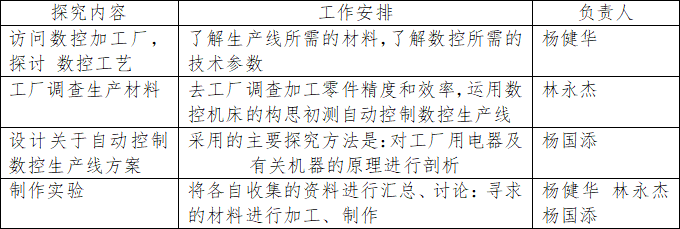
九、项目安排表
十、自动控制数控生产线预计时间安排
前期工作:
9月中旬初步定下设计方向及大致雏形,并到数控、模具厂等区域去调查零件加工情况;9月25日到工厂里访问,探讨设计工艺,了解生产线所需的材料及数控所需的技术参数,更进一步设计数控机床的构思初测自动控制数控生产线;10月30日设计关于自动控制数控生产线方案,主要的探究方法是:对工厂用电器及有关机器的原理进行剖析,此过程中着重针对传送带系统,并将各自收集的资料进行汇总、讨论。
后期工作:
11月初到硬件市场中心了解各类机构原理及作用并进行采购;11月中旬对整个装置进行硬件评估,并安装;11月20日进行调试,检查原理图连接是否正确;12月初设计完成。