大赛作品详情
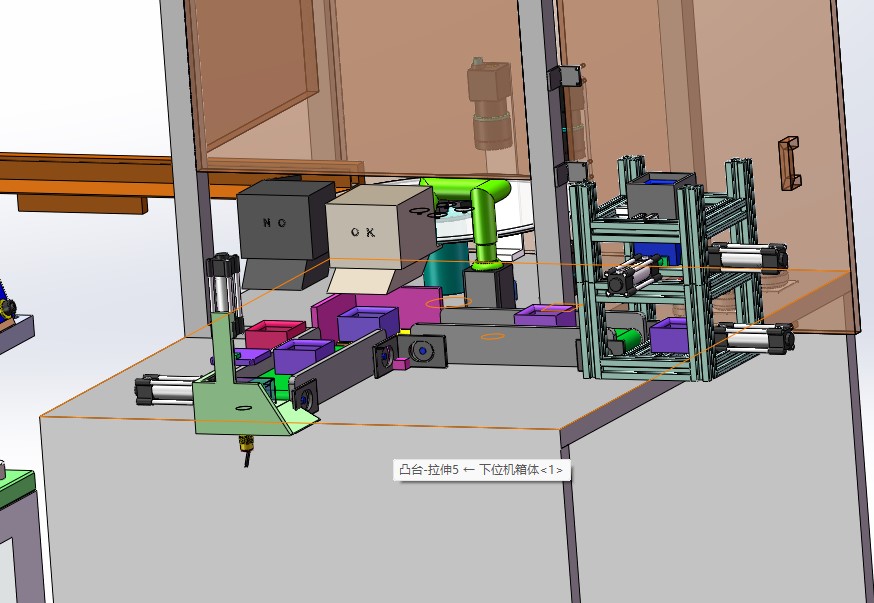
作品名称:零件视觉检测设备
学校名称:河南科技学院
参赛队伍:三峰
参赛学生:黄礼露 郭梦杰 孟献雨
指导老师:杨辉 张怀彬


