一、开发背景
圆管及轴类零件是机械零件中常见的典型零件之一,它在机械中主要用于支承诸如齿轮、带轮、凸轮等机械零件以承受载荷和传递转矩,以及作连接杆用。
圆管及轴类零件的材料一般低碳钢和调质钢,也可以为铜合金、铝合金,由于安装、使用上的要求,通常都需要在其端面加工攻螺纹孔(攻牙)。而螺孔的加工要经过钻孔、倒角和最后攻牙的工序过程。如图1所示。
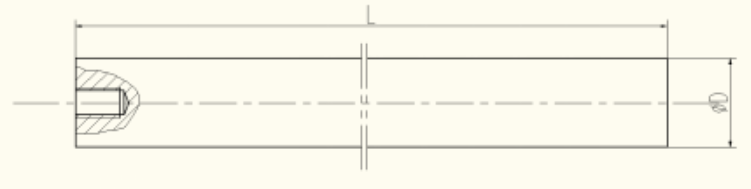
图1 轴类零件端面螺纹孔结构示意图
在圆管及轴类零件的端面加工螺纹孔并不是件难事,通常在车床上或专用机床上进行就能完成,一般的操作流程是装夹工件后先钻出螺纹的底孔然后进行倒角、攻牙,如利用车床的尾架装夹钻头及攻牙用的丝锥,在钻孔及攻牙工序转换间钻头与丝锥也要转换装夹,这样的流程使得工件与工具的装夹占用了大部分工序时间,即使在现在具有CNC机床的条件下,也免不了工件的一件一件的装夹,当然也可以利用钻床先钻孔后再人工进行攻牙,这对于小批量生产是适用的,但当产品批量巨大时,这样的生产模式是要求的机床与人员数量都将剧增,这样会导致投资及生产成本的上升,因此,这样的生产模式无法满足市场需量的要求的。为了适应当前市场的发展,为解决企业人用工问题、提高生产效率、降低成本,本作品专门针对圆管及轴类零件端面需要钻孔、倒角、攻牙或镗孔而设计一台多功能自动化加工设备。
本作品涉及的这台自动化这设备包括4个主要单元结构,可最快在4秒内则可完成由坯料到成品的加工,可实现外径范围为5-80mm、长度范围为50-300mm的轴类产品端面钻孔、倒角及攻牙范围为M4-M20,从而大大提高生产效率,降低人工及场地等成本。
随着经济的快速发展,我国已步入知识经济时代,制造业企业已经开始注重应用智能科技来提高劳动力效率、增加经济效益。特别是近年来,制造业企业为解决“招工难、用工贵”的问题,研发、推广了多种现代化、自动化的设备及工业机器人,希望通过“机器换人”来提升传统产业,推动技术红利替代人口红利。目前,已有越来越多的制造业企业开始实施“机器换人”工程,这对促进产业结构的优化具有重要作用,同时也为传统制造业企业的转型升级提供了有效的解决方案。
本作品就是在这样的背景下,为解决企业人用工问题、提高生产效率、降低成本而设计、发明专门针对圆管及轴类零件大批量生产条件下端面需要倒角攻牙加工的一台多功能自动化生产设备,可实现在一台设备上完成自动送料、卸料及钻孔、倒角、攻牙及镗孔等功能,并具有这些加工功能的多种组合及自动检测与找正等性能。
二、结构说明
1.总体结构
本案的全自动钻孔倒角攻牙机的总体结构如图2所示。

1-工作机构;2-接料送料机构;3-侧面支架板;4-工件夹紧机构;5-出料槽;6-工作台及电气控制柜
图2 全自动钻孔倒角攻牙机机总成
本作品称为“智能全自动多功能钻孔倒角攻牙机”,是指机器
具有钻孔、攻牙及倒角三种功能,并具有这些加工功能的多种组合及智能识别、自动检测与找正等性能,且能同时完成两种功能组合:钻孔+攻牙;钻孔+倒角;倒角(圆管)+攻牙;钻孔+攻牙。这是因为本案采用的双轴动力器,根据要求,在双轴夹头上安装相应的刀具就可以实现所述的功能组合,当要实现功能组合时,只需通过调整步距就可以,当要实现单一的钻孔或倒角、攻牙时,调整步距则可以实现一次送进同时加工两件产品。
2.工作原理
轴类工件通过储料槽进入到接料送料机构的接料架上,接料送料机构的上升气缸上行托举推动与其连接的送料架接取接料架上的工件,然后接料送料机构的往前送料气缸根据设定的步距推动接料架前行,此时工件到达工件夹紧机构的位置,接料送料机构的上升气缸下行回程复位,工件落在夹紧机构的下端的V槽里,夹紧机构上的气缸下行夹紧工件,工作机构上的双轴动力机构前行进行加工,同时接料送料机构的往前送料气缸也回程复位,双轴动力机构完成加工后,后退回程复位,一次的加工工作行程完成。并开始下一个加工的周期,周而复始。当下一个加工开始时,在接料送料机构的往前送料气缸再次推动接料架前行时,上一次加工好的工件将因支承板的长度限制而掉落至出料槽滑落到盛装的容器里。依次类推,在接料架上的其他待加工工件都落在带V形槽的支承板上,依次排放。
三、本作品的功能及使用说明
1.作品的功能
(1)作品针对的是圆管进行双头倒角或攻牙,可以根据产品
尺寸规格(长度与外径)进行调整,适应的范围较广,外径范围为
5-80mm、长度范围可以为50-500mm及攻牙范围为M4-M20。可适用的
材料范围广,包括钢材、铝合金及铜合金、工程塑料等。
(2)加工时间为4秒,效率高。
(3)加工精度可达倒角偏心误差小于0.03mm、同心度误差小于0.03mm。
(4)可实现钻孔、攻牙、倒角及粗镗四种功能,且能同时完成多种功能组合:钻孔+攻牙+倒角;钻孔+倒角;倒角(圆管)+攻牙;钻孔+攻牙;钻孔+镗孔。可实现对工件的单面加工和双头同时加工;若是圆管零件,则可省去钻孔工序。
2.使用说明
(1)本作品使用三相交流电。
(2)根据圆管坯料的尺寸调整送料轨道宽度、调整抓取固定机构、调整倒角攻牙机构的行程与限位,试加工若干件,确认无误后进行正式生产。
(3)首先往储料振动盘加入圆管坯料,圆管通过储料振动盘由无序的状态变成规范的位置进入到送料机构的滑槽里,经过滑槽到达推料机构托板上,推料机构将毛坯送到抓取固定机构,而抓取固定机构将毛坯固定牢靠后,倒角攻牙机构进行加工,加工完后倒角攻牙机构松开,成品自动落入出料槽进入周转箱。整个过程全部采用PLC控制技术和红外传感探测技术。当每个单元出现漏空现象均
会发出报警,此时设备自动停止动作等待检查。
(4)当出现故障报警后,应切断电源进行检查和维修。