一、开发背景
夹子是我们生活中极为常见的日用品,是一种小商品,随处可见,夹在衣架上,不让风把晾晒好的衣服吹跑;夹住头发,不让刘海垂下来;夹在书里,当书签用;也可以夹在耳朵上,当耳环;等等。由此可见,夹子的市场需求与用量大。无论夹子的材料是木材、竹材、塑料或金属等,都必须借助弹簧来实现其张合的功能,才能夹住目标。但夹子的组装,目前很多企业仍然依靠传统的手工生产模式或人工辅助下的半机械化、半自动化模式,显然,用手工生产夹子的劳动成本会使产品价格过高,这与日用小商品价格不高的特点将形成供需突出的矛盾,就会制约市场的供应。因此,这种传统生产模式的工作量大、效率低和成本高,而且人工按压弹簧也会增加了劳动强度,这在当今市场竞争激烈和各种成本因素日趋上涨的环境下,是不能适应市场供应需求的;特别是近年来,“招工难”、“用工贵”背后凸显的中国制造业“人口红利”弱化的残酷现实,劳动力供求关系正从过去的“买方市场”逐步转为“卖方市场”,结构性短缺问题日益显现。因此,开发针对日用品的自动化生产设备,将有重大的现实意义,将有广阔的市场前景和巨大的市场空间。据调查,在这样的社会背景和市场环境下,近年来也有企业开发针对夹子组装的自动化专用设备,但在现有已知的夹子自动组装机中,夹子的装配是一步步进行的,要借助转盘来实现,结构比较复杂。即先通过气缸驱动,夹片安装机构将夹片安装在夹座中,然后转盘转动一个工位,再通过气缸驱动,将弹簧安装在位于夹座中的夹子上,然后通过气缸驱动,将销轴安装在夹子上,最后通过气缸驱动,压铆钉机构对销轴的两端进行压制。该过程中,气缸的驱动是依次进行的,即一个气缸完成一个驱动动作,才能带动下一个气缸进行下一个驱动动作,而气缸完成一个驱动动作需要一定的时间,所有的气缸依次完成驱动动作需要大量的时间,造成了夹子装配机结构复杂及故障率高和装配效率低。
本作品就是在这样的社会背景和市场环境下,针对夹子的组装发明一台专用组装机,解决企业的用工问题、提高生产效率从而降低企业的成本。本作品涉及的夹子组装机,结构紧凑简单,操作与维修容易,通过三个工作单元连续自动的工作就可实现夹子的组装,且产品合格率高,更加避免了弹簧卡扣不牢固导致的夹子松动分离现象。
二、结构说明
目前的夹子一般是由凸柱夹臂1、凹孔夹臂2两个夹臂与一个弹簧3
组成,如图1所示。两个夹臂由于凸柱夹臂1有圆柱凸台相当于传统
的转轴而凹孔夹臂2有圆形凹孔,所以当两个夹臂连接在一起就可
以实现转动的功能,弹簧的作用是实现夹子的闭合自锁。夹
子的装配程序是,两个夹臂先压接在一起,然后插入弹簧。本作品
就是依照这个装配思路进行整个装配机的设计。
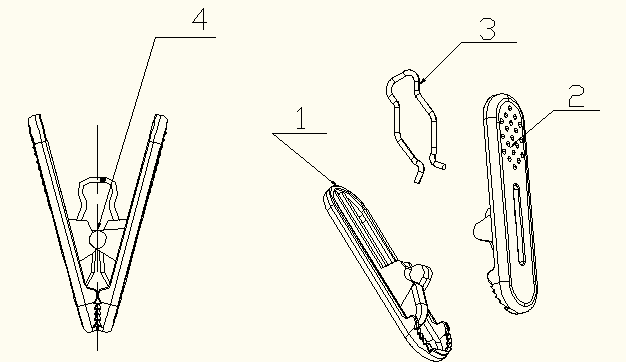
1-凸柱夹臂;2-凹孔夹臂;3-弹簧;4-夹子总成
图1 夹子总成图
1、组装机组成
组装机的组成如图2所示。
组装机主要由储料分拣机构、夹臂定位推送压接机构、弹簧按压机
构、成品卸料机构、支承工作台及电气控制机构六个单元组
成。
储料分拣机构主要由振动盘、导轨组成;支承工作台及电气
控制机构包括主工作台及3个支承振动的工作台,主工作台包含了
电气控制柜,电气控制元件置于其里面,在其上面设置有人脸识别
控制面板。
机器的工作单元则主要由夹臂定位推送压接机构、弹簧按压
机构、成品卸料机构等三个单元组成。
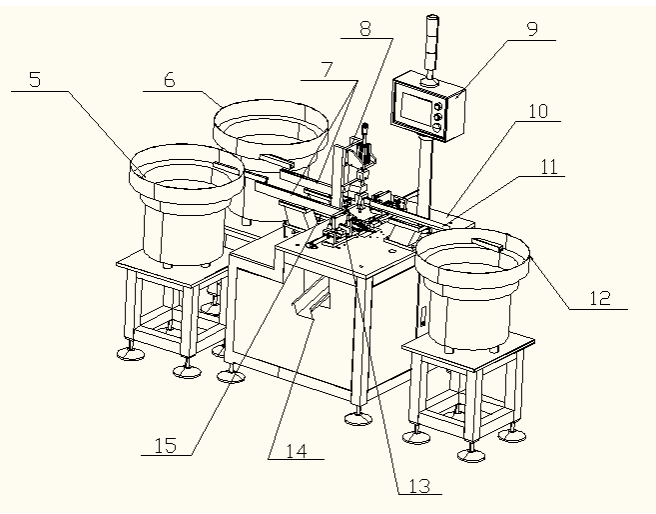
5-夹臂储料振动盘1;6-夹臂储料振动盘2;7-送料轨道1;8-弹簧按压机构1;
9-人脸控制器;10-工作台与控制柜 11-送料轨道2;12-弹簧储料振动盘3;13-夹臂定位推送压接机构;14-出料槽;15-成品卸料机构
图2 装配机总成图
2、工作原理:
首先分别把凸柱夹臂1、凹孔夹臂2和弹簧3放置到储料振动盘1
(5)、储料振动盘2(6)和储料振动盘3(12),每个储料振动盘
都能最大储料500件,每个储料振动盘通过振动把无序的工件变成
设计所要求的方向并有序进入各自的输送轨道7、11,在振动盘
的振动作用下,分别向前移动送料,每个零件到达送料轨道的末
端,在送料轨道的末端都设有红外检测及自动关停装置进行监控,
只有最前端的零件被夹臂定位推送压接机构13送入到按压机构后,
后面的零件才能依次向前输送。两个夹臂1、2进入到夹臂定位推送
压接机构13后,经准确定位后,然后各自的推进气缸向前推进到预
设的位置,由于两个气缸的运动方向相反,所以,凸柱夹臂1的圆
形凸柱就进入到凹孔夹臂2的圆形凹孔,两个夹臂1和2就连接在一
起,此时弹簧按压机构8向下按压弹簧3进入到两个夹臂中,成品卸
料机构15的气缸动作,把组装完好的夹子推出,夹子就掉落到出料
槽14并滑入到盛装的容器里,一个产品的装配就完成,夹臂定位推
送压接机构13、弹簧按压机构8及成品卸料机构15回程,然后开始
下一个夹子的组装,依此循环,周而复始的工作。
三、本作品的功能及使用说明
1.作品的功能
(1)作品针对是我们生活中极为常见的的夹子,通过调整限位及
定位推送压接机构,可以适应不同尺寸规格的夹子,适应的范围较广。
(2)组装一个夹子时间为1秒,效率高。
2.使用说明
(1)本作品使用三相交流电。
(2)根据夹子的尺寸尺寸调整送料轨道宽度,调整限位及定位推送压接机构,试组装若干件,确认无误后进行正式生产。
(3)首先分别往夹臂储料振动盘及弹簧储料振动盘加入夹臂和弹
簧,夹臂和弹簧通过储料振动盘由无序的状态变成规范的位置进入
到送料机构的导轨里,分别向前移动送料,每个零件到达送料轨道的末端。当凸柱夹臂的圆形凸柱进入到凹孔夹臂的圆形凹孔里
后,两个夹臂和就连接在一起,此时弹簧按压机构将向下按压弹簧
进入到两个夹臂中,一个夹子的组装就完成。整个过程全部采用PLC控制技术和红外传感探测技术。当每个单元出现漏空现象均会发出报警,此时设备自动停止动作等待检查。
(4)当出现故障报警后,应切断电源进行检查和维修。
.JPG)




