大型中空吹塑挤出机不同于一般中空吹塑挤出机。由于挤出系统质量较大,各部件的布局,重心的调整非常重要;如何利用机械手将制品取出,也是一个重点;熔料不均匀是大型中空吹塑挤出机相对于其他挤出机最大的不足。熔料是否均匀与很多因素有关,例如螺杆的选择,模头结构的设计,流道的设计等。所以在设计研究大型中空吹塑挤出机时,存在很多难点。
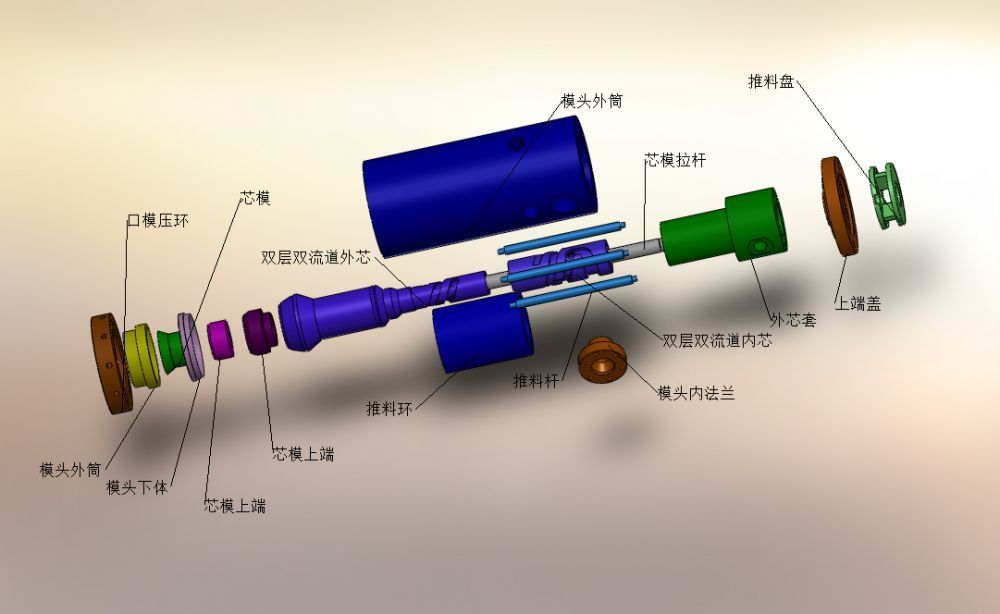
本设计通过对200L双L环塑料桶的大型中空挤出系统的分析,针对目前大型中空成型机的熔料融合不均匀问题,对机头内部流道进行了结构设计和优化;根据其模头体积大、储料多、短时间需要大流量的工作特点,设计了一种大型储料式中空成型机挤出系统;介绍了模头系统的工作过程,并对模头内流道进行了设计和研究,成功的解决了熔料融合不充分,理论接缝等问题。该设计与研究保证了制品强度,大幅提高了产品质量,节省了原材料,优化了现有大型中空成型机模头的设计。
本设计应用了SolidWorks三维造型软件对挤出系统进行了三维造型设计,对流道结构进行合理优化,采用现代的设计方法和理念,应用CAD/CAE技术,体现了在当代机械产品设计中应用现代设计方法的理念,具有极强的外延性,为大型中空吹塑挤出系统的研发提供了指导作用,使研发的挤出机具有很强的市场竞争力。
主机机械部分包括:挤出装置、储料缸模头、开合模机构、升降装置、下吹装置、移架装置等。
中空成型机的成型原理为“挤—吹”成型。挤出机均采用变频节能电机调速,既可获得大的调速范围以满足不同制品的要求,又可使挤出型坯相当稳定,保证产品重量的统一。经挤出机塑化的熔融塑料挤到储料模头,储料到一定容积,通过壁厚控制系统连续地改变模口开启度,射料形成型坯进入模具吹塑成型,冷却后模具打开,将制品取出,完成一个循环。
中空成型机具有的主要特点是:开合模机构采用三导柱结构,开合模机构刚性较好、容模空间大;模头采用先进的技术原理设计,形成的型坯周向壁厚均匀,成型的制品机械性能好;自动化程度高,能完成从上料到取出制品的全自动循环;适应范围广,能成型各类中空容器及箱包等。
从挤出机挤出的熔体,经储料缸机头的弯头进入机头。熔体不断的由挤出机挤入机头储料缸,并且由加热圈,热电偶的作用使其熔体保持着一定温度,并使挤入储料缸的熔体建立起压力,推动压胶活塞,压胶导杆,压胶油缸活塞慢慢向上,当储料缸容积达到设定值时,停止挤料。压胶启动后,由壁厚控制系统发出信号,壁厚控制油缸将组合厚薄调整杆产生位移,即口模相对于芯模有一定的开口量。同时,压胶油缸以一定的速度及压力进行压胶,熔体从口模开口处流出,形成型坯。型坯由电气、液压控制系统按壁厚控制系统设定之曲线进行型坯壁厚控制。
产品优势:1.力求结构简单合理,自动化控制方便,体型小 2.一种模头可以适应多种温度和粘度的熔体吹塑 3.对模头的流道优化设计,有限元分析验证设计,可推广到塑料加工、工具加工、冶金加工等行业,具有较好的应用场景和社会经济效益。