
大赛作品详情
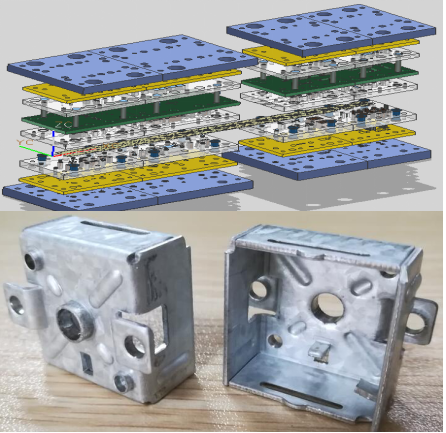
作品名称:盒形弯曲件双设备联合自动级进冲压模
学校名称:广州科技职业技术大学
参赛队伍:广科宏远
参赛学生:冯显泽 梁杰俊 黄晓晴
指导老师:邓汝荣 程雨梅


