
大赛作品详情
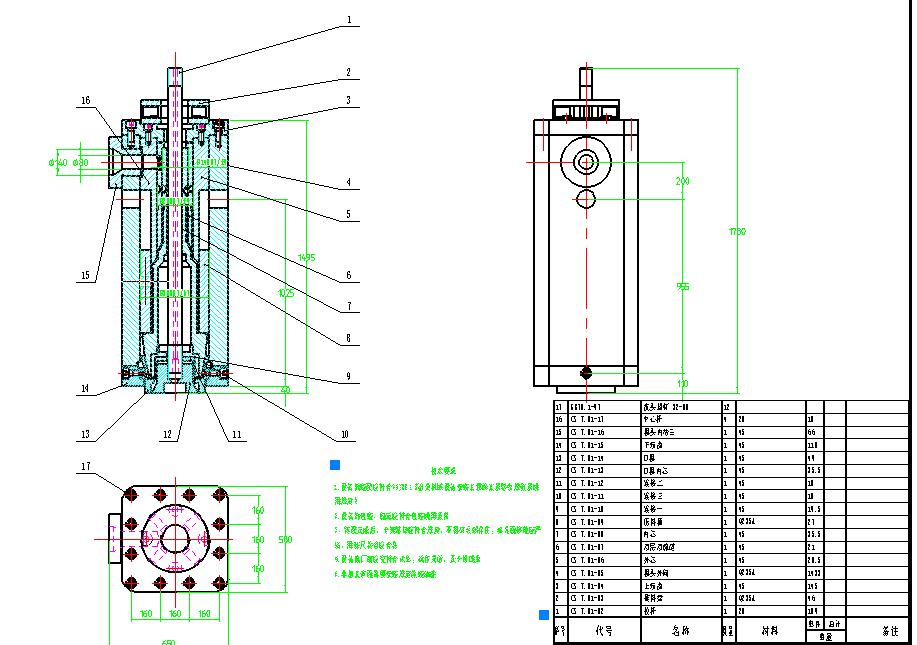
作品名称:中空吹塑机模头装置
学校名称:长江职业学院
参赛队伍:phoenix
参赛学生:施马慧 陶梦婷 郭觉懿
指导老师:陈鑫 沈琛


