开发背景:
基于目前工业上使用的卷桶机(卷板机)的现状,本文从卷板机的结构设计及工作原理、操作方式出发,分析对比非对称式与对称式卷板机的优缺点和适用范围,探索目前卷板机在卷圆加工过程中存在的问题,为改进三辊卷板机设计提供理论依据。介绍了一种非对称式三辊卷板机的设计方案,设计了一种具有预弯、卷圆、压筋、缩口多种功能的小型非对称式三辊卷板机。该机具有结构简单、体积小、重量轻、经济实用、操作维修方便等优点,适用于厚度0.3-2.5 mm薄金属板的弯卷加工。
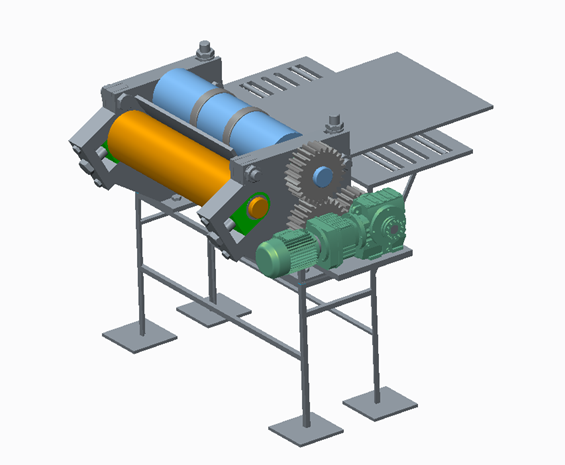
结构说明:
小型非对称式卷板机主要由机架、电机、减速器、主动辊、从动辊、被动辊、传动齿轮组成。其中主动辊和被动辊为橡胶辊,从动辊上开有深4 mm的梯形槽,用于安装可移动凸台。
功能和使用说明:
通过进板轨道台进入主动辊与从动辊缝隙之间的金属板在摩擦力、压紧力的作用下,向着卷板机的后面缓缓向前移动。移动过程中,板材的边缘会接触到被动辊(侧辊)的边缘,因被动辊(侧辊)稍向上偏移,会引导板材向上弯曲并依靠摩擦力的作用继续向后上方移动。随着板材的逐步移动,板材会自然变成弯曲的形状,但距离完全的圆筒形容器还有一定差距。适量调节支撑侧辊的滑块高度,两边同步上调,随着侧辊的上移,弯曲板材的曲率半径逐渐减小。重复上述操作,调节侧辊高度位置,然后再卷板,直至圆筒的两个边缘逐步接近。当卷板机卷制的板材趋于圆形时,筒体两边缘慢慢靠近,这时先暂停电源,用电焊机将筒体两个边缘的结合处分段焊接。
该卷板机特点为三辊非对称式,下辊为主动辊,上辊为从动辊,主动辊设计在从动辊正上方,并通过下辊齿轮与上辊齿轮啮合同时作为主传动,侧辊做倾斜升降运动,其结构紧凑,操作维修方便。主要适用于薄板(电石炉、铁合金导电电极的外壳或者小型薄壁容器的外壳)弯卷加工,因这些薄壁圆筒加工板材厚度一般在1-2.5mm的范围内,所以上下辊装配后位置是固定的,依靠齿轮相互传动扭矩,上下两辊之间的间隙是固定的,约≦3mm,侧辊则可以沿着倾斜方向前后移动,实现卷筒曲率半径的调整。因为上下两辊之间的间隙固定,在上辊安装可调压筋凸台,配合下辊橡胶辊的特性,这样就使卷制成型的圆筒自然带有所需筋形。
创新点如下:
(1)把从动辊设计在主动辊正上方(非对称式结构),并在从动辊上加装可调凸台,根据凸台形状的不同可以实现多种筋特征的创建。
(2)主动辊和从动辊使用工业橡胶辊,减少对金属的表面磨损,同时配合凸台压制不同的筋形。
(3)添加进板轨道,进行卷板前的定位,降低圆筒形状的偏差,节省人力,确保钢板以正确的路径输送,以免浪费板材。经过该卷板机卷制出来的筒体不仅能够按照需要满足筒体直径和圆度的要求,而且还能够使卷筒、压筋、一端缩口一次完成,大大提高了工作效率。
结论:通过三维运动仿真实验验证,经该卷板机卷制的筒体不仅能满足筒体直径和圆度要求,而且还能使卷圆、压筋、一端缩口一次完成,大大提高了加工效率,这是普通卷板机无法实现的。